PRX-1510・シマシマの調整 |
今年も最後の日となりましたです。昨日は、勉強がてらまたPRX-1510の調整をしていましたんですが、 そのまま夜、友達のライブを観に行ってたので、アップ忘れました…。今日は、ぼちぼちっとバックラッシュの調整をしています。 どうせ使うなら、最高の状態で使いたいですからね!ところで、昨日行ってきたのは、名古屋のエル・フィッツオールというところで、 「やゆ&Fish House」お目当てです。ボーカルの方と昔からの友達でして。民謡のエキスパートの方なのですが、 一緒にやっている仲間はジャズ、と、オススメです。あと、対バンで、2バンド出演されていたんですが、そのうちの1つ、 THIRTEENは、おもしろかったです。バックがしっかりしていて、フロントもかっちりやってくれるので、ジャンルは興味ないジャンルだったんですが、 すごく楽しめました。うぅ、立って手を振らなくてごめんなさ〜い。
Z軸調整
というわけで、やや興奮冷めやらぬSISOですが、PRX-1510のZ軸調整の話です。よく、ポケット加工した加工後を見ると、
シマシマがあると思うのですが、これを減らすべく調整していました。うちのPRX-1510は、X軸方向には軌跡がまったく無いと言っていいほどスベスベなんですが、
Y軸方向には少し(ノギスでも測れないぐらいですけど)シマシマができます。


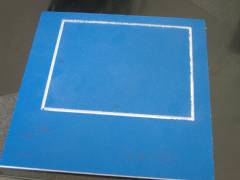
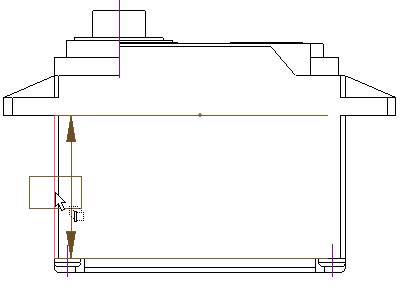
こんな感じです。6mmのエンドミルにて1.5mmずつずらして削っています。そんなわけで、この縞の間隔は1.5mmです。ちなみにX軸方向にエンドミルが動いている部分は下の写真のようにスベスベです。

で、どこを調整していたかといいますと、1つはZ軸全体を固定している部分です(左の写真)。ここ、ネジ2本で締め付けるのですが、 普通に少し遊びがあったりします。ここを縞のでる方向にあわせて組みなおしました。後、やったらいけないような気もしたのですが、 右の写真のように、アルミホイルで少しずつ厚み調整した物をモータ固定具のところに挟み込んで調整しました。 アルミホイルを使った理由ですが、薄くて調整しやすそうというのが理由です。


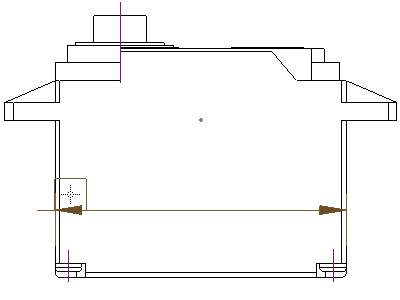
というわけで、結果、こうなりました。


う〜む、満足。もう少しがんばれば、さらによくなりそうな気もしますが、まずはこれぐらいにして様子を見る事にします。
それでは、みなさん、良いお年を!
PRX-1510・エンドミルを折った理由 |
MACH2の原点復帰について
おととい、エンドミルを折り、あげくの果てにテーブルまで掘り込んでしまった痛恨のミスですが、
原因がわかりました。直接原因は、Z軸の高さ調整をミスったことなのですが、なぜこのミスをしたのかがわかりました。
それはですね…
「MACH2の原点復帰機能に対する誤解」
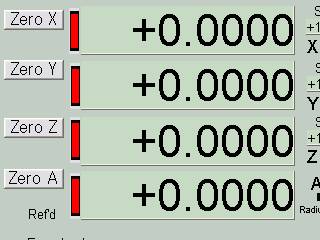
です。原点センサを使って原点復帰をすると「各軸の値が0になる」と思っていたのですが、そうではないことがわかりました。 「MACH2が起動して初めて原点復帰を行うと、各軸の値が0になる」のです。設定があるのかもしれませんが、そのまま使っているとこう動作します。 原点復帰後、Z軸をちょいちょいと下げてから表示値を0にセット(「Zero Z」というボタンがあって、これを押すと、現在の位置が0になる)し、 その後に原点復帰させると、「原点復帰完了時の位置は、先の操作でセットした位置から戻った値になる」のです。 ミスった原因は、ここのところを「原点復帰すれば0になる」と思い込んでいたからでした。
例えば、起動直後に原点復帰をします。ここで表示は自動的に「0mm」になります。そこでワークの上までZ軸を降ろします。 PRX-1510ですと、だいたい「-85mm」ぐらいかな。で、ここで「Zero Z」を押すと、表示は「0mm」になります。 最後にもう一度「原点復帰」をかけると、表示は「85mm」になります。この状態で、「Z軸があがりきっている状態を0mmと思って作ったG-Code」を走らせると… エンドミルが「-85mm」の高さ、すなわち、材料のさらに下の85mmへ向かって突進!していきます…。そして…そして…そして…そして…
もう1つのケースは、「ESTIMATE」(G-Codeから、どれくらい作業時間がかかるかを予測する機能)を使った後です。 なぜか、これを使った後、軸の値が原点復帰位置を0とした値に戻るんですよね〜。 不思議だ。そんなわけで、「ESTIMATE」をやりたい場合は、ワークに対する0mm調整をする前にした方がいいです。
ちなみに、この「MACH2が記憶している値」は、「Diagnostics画面」の「Axis Offset」で確認する事ができます。この画面をよく見ると、他にも「Orign Offset」なんてのがあって、 なにかな〜とさらに興味をそそられます。
画面をちゃんと確認しながらやれば、「?」な状態に気づいたはずなんですが、意外にさっくり動いたので気を緩めていたのかもしれません。 というわけで、指差し呼称リストでも作って貼っておこうかな〜。
PRX-1510・ケーブル発売開始… |
ふと、オリジナルマインドさんのホームページを見ると…
さっそくエンドミルは折るわ、テーブルは削るわで、やや凹み気味のSISOですが、
ふとオリジナルマインドさんのホームページを見ると…
ここです。…
「ケーブルセット」が販売開始されているじゃないですか〜(一番苦労しただけにテンション高め(^_^;)。
2005/12/18の不定期TOPICに、確かにケーブル作成が一番大変(入手も含めて)だ〜と書きましたが、
ま、まさか、発売されたとは…。しかも「 ケーブルは、耐燃性・耐油性・耐屈曲性・柔軟性・耐捻性を兼ね備えた、
UL規格のロボットケーブルを使用しています」とのこと。モータ用が4,980円、原点センサ用が2,980円と、決して安くは無いですが、
うちのただのビニール線でも、6芯6mと2芯6m買ったら結構な値段になりました(両方で3000円ぐらいはしたような…)。
もし、これから、PRX-1510を購入する方、またはこれから組み立てる方、懐に少しの余裕があれば、ぜひ買ったほうがいいです。
うちも、この先ケーブルがトラぶったら、きっとこれにします。トラブルは少しでも減らしたいので、ロボット用ケーブルの方が安心ですから。
だいたい、あのコネクタ組むのが大変…。2mってのがまたいいですね〜。ちなみに、うちのも2mにしています。
防音ボックスに入れて、その上にPC組むとかってやってもちょうどよさそうなんですよね。う〜む、さすが。
きっと、オリジナルマインドさんは、御自分でもCNCでいろいろやっている楽しい方かもしれません。
PRX-1510・初!折りました… |
うぅ、さっそく折りました。
「さーて、次は原点センサの精度でも調べるか〜」と思って、ごそごそとG-Codeを書いて動かしてみたのですが、
ついに…いや、さっそくやってしまいました。ぽっきりです。

気を取り直して、別のG-Codeを入れて…
ぎゅおぉぉぉぉぅぅ
急いで停止ボタン(ESCで停止します)を押したのですが…しっかりえぐれてしまいました。 あ〜、捨て板の下に、さらに板を貼っておいてよかった〜と思ったのもつかの間…。なんかアルミの地が見えているような…。

慌てて、捨て板のさらに下の板をはがしてみると…

一発で、アルミの塊りを0.7mmほど掘り込んでいます。しかも空中移動の予定だったので600mm/minです。
さすが、PRX-1510。ショック!(T_T)
ちなみに、この時は、止めたのが早かったせいか、エンドミルは折れませんでした。
ミスの原因は、すべてZ軸です。どうもMACH2のZ軸の動きがよくわからないです。原点合わせると、 さっきまでは原点センサが入った時点で、表示が0mmになっていたような気がするのですが、 今はなってないですし。どっか、よくわからないボタンを押してしまったかな〜。 とりあえず、Z軸の移動はすごくゆっくりにしておいて、目視することにしようと思います。
それでも、今日、遊んで見たおかげで、どんな風に使おうかってのは見えてきました。今週は暫定的な使い方をして、 だんだん、自分にとってベストな使い方を考えようと思います。
追記(2005/12/26):よく考えたら、基本的に捨て板を上に載せてその上にあるものを削るので、 Z軸が一番下まで下がってもスライドテーブルまでエンドミルが届かないようにしておけばいいんですね。 簡単にエンドミルの長さが調整できるようなパイプとかをちょっと作ってみようと思います。 は〜、もうちょっと早く気づいておけば良かったです。
追記(2005/12/27):いいアイデアだな〜と思ったんですが、実践しようと思ったら、 エンドミルの長さがマチマチなの無理なことが発覚。がっくり。MACH2の原点復帰は、初回原点復帰実行時、 MACH2内の各軸の値を0クリアし、2回目以降はオフセットを持っているということがわかりました。 それで、「原点あわせをすると値が0になると思った」→「G-Codeを実行」→「エンドミルがつっこんだ」 ということになり、折ってしまいました。各値は、ちゃんと確認しないといけないです。
PRX-1510・切削範囲 |
めりーくりすまーす!な日ですね〜。ケーキ食べました。妻へもプレゼントしました。今、横でうれしそうに開けています。
PRX-1512?
PRX-1510の切削範囲を調べてみました。例によって、発泡スチロールの板を貼り付けて削ってみました。
範囲チェックということで、台形ネジの限界点(台形ネジの端が、ナットに入り込まないところまで)とかを覗きながら、MACH2のキーボード操作でちょっとずつエンドミルを送って削ってみました。

意外とキーボード操作で正確に動かすのは難しいですね〜。MACH2を触っていて気づいたのですが、 SHIFTキーと一緒に押すと最大速度で動作できるようです。そんなわけで、方向キーのみの場合はジワジワと、 SHIFTキーと一緒に押すと一気に、という感じに設定しておくといいです。
で、できたのがこれです。向きは、上の削っているところ写真と同じ向きです。
面だし(仮ですけど…)
上記のデータに基づいて(「データ」なんていう程のもんでもないですけど)、ワークを固定する部分を作ってみました。
当初、予定では15x10だったのですが、せっかくなので、15x12が載せれるようにしました。で、これまた、仮ということで、
手元にあったアクリル板(以前、100円ショップで買ったもの)をそれなりの大きさに切って切削開始〜。

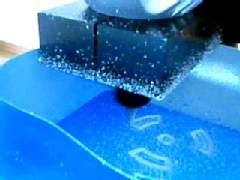
動画を見ていただくとわかるんですが、エンドミルのまわりに切りカスがありません。勢い(風圧?)で飛んでってます。
いちおう、ガムテープで囲ってあるのですが、周りはこんな感じです。

というわけで、買ってきた小型掃除機が大活躍しています。最終的には防音ボックスを作ろうと思っているのですが、 それでも、中であちこちに切りカスが飛び散るのは嫌なので、うまく、テーブル周りを囲えるようにしようと思います。 今、捨て板とかは仮のものですが、本ちゃんにするときに、少し板を広めに取っておいて、 周りにカバーを立てれるような仕掛けができないかな〜なんて妄想しています。 ちなみに、気になる騒音ですが、アクリルを切っている限り、モータの音が「ブーン」っていってるぐらいで、 思ったより静かです。防音ボックスは、箱だけ作っておいて、後で必要に応じて遮音材とかを貼れるようにしておこうかな。
こうやって、ホームページを書いている間も、PRX-1510はせっせと面だしをやっています。う〜む、これは便利ですね〜。 横で動かしておきながら、他の事ができるのはすばらしいです。
PRX-1510・動きました〜 |
う〜ん、日本は旗日でも、海外は旗日じゃない、ということで、今日も出勤。それでも、今日はいつもよりは時間があったので、 PRX-1510をいよいよ動かしました。
原点復帰動作確認完了
PRX-1510、ようやく原点復帰動作が完了しました。QUATTRO-1には、「チャージポンプ」機能といって、
ある信号をもらわないと稼働状態にならないという機能がありまして、MACH2を使用する場合、この機能を使って、
より安全に動かす(MACH2が起動したら、その信号を出す機能)ことができるのですが、なぜかうちのPCでは、
これがうまく働かないようで、この設定をはずしたら動くようになりました。
というわけで、初動作の「原点復帰の動画」をどうぞ!(つまらないかも…)

この原点スイッチなんですが、どうもMACH2からキーボード操作するときに、テーブルを動かす方向を間違えてしまい、 なんか、そのうち壊しそうです。壊れるのが先か、慣れるのが先か、う〜ん。
PRX-1510は、ワークを載せる面がフライスのもののままなので、一応、手元にあったアクリル板を貼ってみました。 この上に、後で捨て板を貼り付けようかな〜と思っています。プロクソンの場合、ネジ止めできるようになっているので、 そのうち、もっとしっかりした板にして、捨て板を貼ったものや、固定具などを取替え可能にしようと思っています。

調子に乗って、手元にあった発泡スチロールの板を削ってみました。速度とかは適当です。たぶん、最高速で動かすと、 これの三倍ぐらいで動きます(PCがついていけるかどうかわかりませんけど…)。結構、削ったあとの粉が飛ぶので、 ガムテープで囲ってあります。明日にでも、小型の掃除機を買ってこようかな〜って思ってます。
う〜ん、はがすときに壊れてしまいました…。

もう少しいろいろ遊んでみて、なれてきたら小物を作ってみようと思います…の前に、いろいろ試したい事がありました。 稼働範囲のチェックとか、原点センサの精度、そして加工物の精度です。明日は休めそうなので、 ぼちぼち試していこうと思います。
「でべそ工法」? |
本日、うちのあたりも雪で、早めに帰宅しました。通勤にはバイクを使っているのですが、さすがに怖かったです。 一番怖かったのは工場の中。大きな道は、車がたくさん通っているので雪も解けているのですが、工場の中は一面真っ白…。
PRS-3401の固定方法
ほりさんとこの2足ロボット製作記(2005/12/20)で、PRS-3401の兄弟?
サーボであるDSR-3801の上面にM1.7用の穴をあけて固定する方法が紹介されています。なるほど〜。
確かにあそこならば、内部干渉なしですね〜。きっと下側からΦ1.4で貫通させてしまうんでしょうか。
よさそうなので、ARUMO-SiRの改良時には参考にさせて頂こうと思います。
追記(2005/12/23):ほりさんから情報がありました。サーボケースの上側を一旦はずし、 裏側からサーボケースネジ穴へゆっくりとサーボケースネジを締めこんでいくと、反対側(表側)がでべそのように盛り上がり、 最後、貫通させる技とのことです。タップ要らずで正確に穴あけが可能。なるへそ〜。
MICRO-MGを使ったロボットについて |
主にONOさん向けかな?
ほとんど、ONOさん向けという感じですけど…お役に立てそうな情報をいくつか。
- MICRO-MGで二足をやるのは大変?
難しいといえば難しいです。PRS-3401を使い始めて、その再現性の良さやガタの無さに驚きました。 MICRO-MGの方が安いので性能が低いのは当然だったりするわけで「値段の割りに使えるサーボ」と思っています。 ただ、すごい難しいか?といえば、そうでも無いです。デジタルサーボと比較すれば、間違いなく扱いは難しくなりますが、 1.2kgぐらいのロボットならば、結構なパフォーマンスを発揮できると思います。 このあたりは、予算と時間(予算を掛ければ時間を削減できる、時間を掛ければ予算を削減できる)のトレードオフになります。 - Micro MGに7.4Vをかけると結構燃えるか?
7.4Vで使った事は無いですが、G-TuneではNiMH6セルで使っており、7.2V、初期電圧は8Vオーバーしていますので、 似たような状況と思います。もともと負荷をかけ続ければ燃えるもの、それを定格オーバーで使えばより燃えやすいはずです。 定格オーバーによって得られたパワーに任せて動かしたら、なおさらです。 しかしながら、そこを意識して注意して使えば、そうそう燃えるものではありません。実際、ここ1年以上、 燃やした事がありません(と書くと、燃やしたりして…)。
コツとしては、動作データを作るときに、電流や温度、音に注意することです。
具体的には、バッテリ動作させるならば電源電圧低下に注意し、電源で動作させるならば電流に注意します。 電圧低下したり、電流が増えたら要注意です。 また、負荷がかかると「音」が出ますので、この音が大きい状態が続く動作をさせると燃えます。そんなときは、 手でサポートしてやるか、なるべく短時間にするようにします。また、一連の動作をさせたらサーボを触ってみて、 温度チェックをします。MICRO-MGは、素直に温度が上がってから燃えるので、わかりやすいです。 - ロボットの大きさについて
S03Tとの組み合わせでしたが、身長28cm、1.4kgまでは実績があります。重心高さは、全体の重量、 股間の軸間距離などが影響しますので一概には言えませんが、1.2kgならば17cmぐらいまではシャキシャキと動かせます (1.4kgならばもうちょっと下げた方がいいと思います)。 それ以上になると苦しいかもしれませんので、バッテリなどの搭載位置を考える必要があります。 - 動作データを作るときの注意
余裕のパワーで動かしているわけではない(これは同パワーのデジタルサーボを使っても一緒ですが)ので、 自分でつらいと思うポーズはロボットもつらいです。人間より力が無いと思ったほうがいいです。
また、人間にとってそんなにつらく無いポーズでも、フィードバックによって楽になっているポーズについては、 注意が必要です。例えば、片足立ちポーズなんて、人間にとってはそんなにつらくないポーズだと思いますが、それは、 「楽な位置で遊脚を固定している」のと、「バランス感覚によって、ジャストな重心位置に立っているから」です。 足裏が大きいと、重心がジャストな位置じゃなくても、力で立ってしまいますので、実はかなりの負荷がかかります。 MICRO-MGは動作抵抗が大きいので、それこそ、電源オフしてもそのポーズを維持していられるぐらいの状態が、 「バランスしている」という状態になります。 - MICRO-MGを100%活かすための動作データ
やっぱ、動きがガサツで、特に指示値と実際の角度の差が少ない場合の力は低い(デジタルサーボと比べて)ので、 どちらかとえば、「シャキッ、シャキッ」と動かすほうがいい動きをします。また、ハンチング対策としては、 ワッシャを噛ませたり、Oリングを噛ませる方法がありますが、まずやってみるべきなのが、 「軽く負荷がかかる状態にしておく」ことです。G-Tuneでは、基本姿勢時、歩行時共に、若干、 本当の重心よりも前に体重をかけています。
というわけで、燃やさないコツは「メカの状態を理解して優しく扱う」のが基本です。燃えてしまったら、 「燃えやすいサーボだから燃えた」と思わずに、「なんで燃えるまで気づかなかったんだろう?」とそこまでの作業を見直し、 次は同じパターンで燃やさないようにしてください。この経験は、どのロボットを扱うときでもきっと役に立つと思います。 脚を踏み出す姿勢を、サポート無しで数秒(「数秒」ですよ)も続けるようなことは、間違ってもやってはいけませんよ〜。 本来、一瞬の動作ですから。
「じゃ、片足立ちなんてできないじゃないですか〜」と思われるかもしれませんが、 片足立ちをしたい時は、電源切っても立っている位置を見つけて、「ほんとうにバランスしているところ」 でポーズを取るようにすれば大丈夫です。
と、書いていると、またMICRO-MGのロボットが作りたくなってきました…。G-Tune、大幅改良しようかな〜。
ROBO-ONEレギュレーション(続き)
捨て身技のところですが、「同じ捨て身技により奪えるダウンは、同一試合中に一度のみとする。」と書かれています。
ということは、ダウンが奪えるまでは、同じ捨て身技を連打してもいいってことかな〜と。う〜ん。
ちょっと気持ちダウン。
PRX-1510・メカ完成〜の追記 |
原点センサの電線取りまわし
そういえば、ひとつ、組み立て時に気づいたことを書くのを忘れました。原点センサの電線取りまわしなんですが、
X軸とY軸は、可動する側にセンサがついてます。そんなわけで、ステッピングモータのケーブルと同じライン
(って、動力線と一緒にして大丈夫かな…と、書いてふと気がつく)で取り回せばいいのですが、Z軸だけは、
原点センサが、本体側につきます。そのため、Z軸ステッピングモータのケーブルと一緒に取りまわすとはまります。
あと、取りまわし方によりますけど、PROXXON本体の方の、トランスとモータを繋ぐ電源ケーブル、 もう少し長いほうが取りまわしやすいかな。ここも可動する方なので、変えてしまったほうがいいかもしれません。
昨日の分に追記しておきます。
AX-12の保守部品
ベストテクノロジーから、Bioloid 3線ケーブルに続いて、
AX-12用ギアセットも保守部品としてリリースされた模様。2005/12/05の不定期TOPICに書いた不安内容がどんどん解消されていきます。
う〜、こりゃやばい…。サンプル用に数個だけ…とか…。J-Class仕様のぐらいで作って、ブンブン腕を振り回してみたい…
PRX-1510・メカ完成〜 |
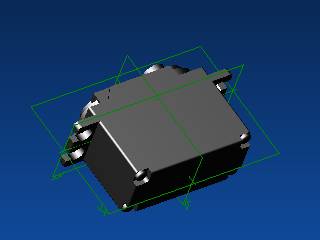
ようやく組みあがりました。
出張から帰ってきたら届いていたPRX-1510、さっそく組み立て始めたのですが、年賀状作ったりしながら割とのんびりやっていたら、
結局、日曜日いっぱいでメカがようやく完成しました。仮ですが、整線、コントローラの接続までは完了しました。

ステッピングモータ周りとかは、こんな感じで処理してみました。わりとすっきりしていると思うのですが、いかがでしょうか?


気になる精度の方ですが、まだ、通電すらしていない(電圧チェックと導通チェックぐらいはしてますけど)状態で、 これからというところですが、特筆すべきは、各軸を動かす送りネジが、すべて台形ネジに換装されています。 そんなわけで、動作精度はかなり期待できるのではないかな〜と思っています(素人頭かな?)。

組み立ての方は、説明書どおりにやればばっちりです。かなり丁寧に書いてあり、そのとおりにやれば、 特に迷うところはありません。意外に大変だったのが電装系でした。まずは6芯のケーブル…。 これは、ステッピングモータとコントローラを接続するためのものですが、うちにはありません。そんなわけで、 今朝、慌てて近くのパーツショップへ探しに行きました。運良く、6芯(普通のビニールコードですけど)の0.5SQのものが置いてありましたので、 2芯のシールド線(原点センサ用にちょうどよさそうだったので)と一緒に購入してきました。

本当は、動いたり切削油がかかったりする場所ですので、ロボット用などの高級なものが欲しかったのですが、 ま、まずはこれで使ってみることにします。あとは、0.5SQはちょっと太かったかもです。この太さもあいまって、 コネクタ(コントローラ側)をカシメるのが難しかったです。コネクタは、よくあるモノだと思うのですが、 圧着工具を持ってなかったりするので、例によってラジペン+半田付けでやったのですが、ご存知のとおり、なかなか大変でした。 もし、オリジナルマインドさんからハーネスセットがラインナップされていたら、 ちょっと高くても買いたいぐらいです(って書くと、本当に発売されたりして…)。でも、まじめな話、取りまわしに悩んでいたこともありますけど、 製作時間の1/3ぐらいはケーブルをいじっていたような気がします。ちゃんと基板までつながっているといいな〜。このあたりのチェックは、 明日、続きをやることにします。
ま、なにはともあれ、形になりました。
忘れないうちに、どんなものが必要だったかを書いておきます(抜けていたらごめんなさい)。
- プラスドライバー(M3のネジを締める)
- マイナスドライバーの小さいの(制御基板の電源コネクタがねじ締めタイプ)
- 六角レンチのセット(大小、あちこちに使用)
- ニッパ、ラジペン、半田ごて、半田とかテスタ等。
- 6芯のケーブル(ステッピングモータ用)
- 2芯のケーブル(原点センサ用)
- 熱収縮チューブ(各ケーブルの末端処理用)
- インシュロック、好みで。
- ロックタイベース(本体にぺたぺた貼り付けて、インシュロックで留めるときれい)。
- 電線(コントローラ内の電源配線用)
- 電源スイッチは半田付けしたけど、コネクタつければよかった。
実は特別なものは不要です。あと、組み立てている時に気づいたんですが、なんとなく、組み立て方によっては数ミリ、 Y軸方向の動作範囲が広がるような気がします。実際に動作確認してみて、思ったとおりになっていたらアップしますね。
追記(2005/12/19):組み立てている時に気づいた事のメモ
X軸とY軸は、可動する側に原点センサがついてます。そんなわけで、ステッピングモータのケーブルと同じライン
(って、動力線と一緒にして大丈夫かな…と、書いてふと気がつく)で取り回せばいいのですが、Z軸だけは、
原点センサが、本体側につきます。そのため、Z軸ステッピングモータのケーブルと一緒に取りまわすとはまります。
あと、取りまわし方によりますけど、PROXXON本体の方の、トランスとモータを繋ぐ電源ケーブル、 もう少し長いほうが取りまわしやすいかな。ここも可動する方なので、変えてしまったほうがいいかもしれません。
Alibre Design Xpress Plusでメートで拘束 |
メートってなんぞ?
先日、「合わさる面で拘束するとひっくりかえる」という話をアップしましたが、
りおーじあさんから、「合わさる面の時はメートを使う」との情報を頂きましたので、早速やってみました。
ありがとうございます〜。やってみると、「おぉ、簡単〜、直感的でわかりやすい〜」となりましたので、早速紹介します。
|
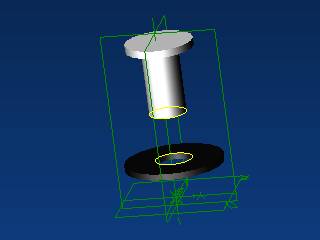
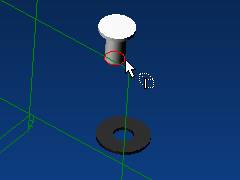
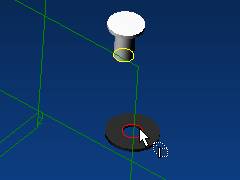
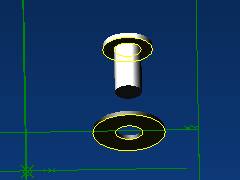
はい、例によってネジもどきとワッシャです。まずはエッジを選んで… |
|
エッジで一直線上に拘束します。 |
|
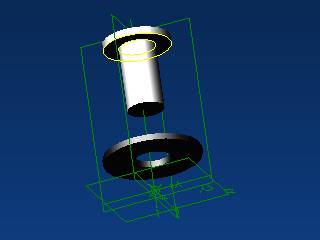
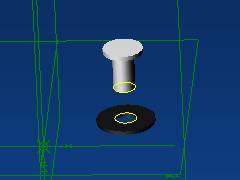
そして、「回転」を選択し、ねじ頭の下側が見えるような向きにします。 で、「選択」でネジ頭の下側の面を選択します。 |
|
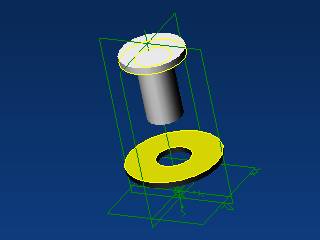
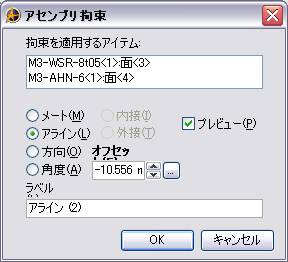
また「回転」を選択し、今度は、ワッシャの「ネジとあたる面」が見えるような向きにします。
そして「アセンブリ拘束を挿入」を押し、ワッシャの状面を選択します。 追記(2005/12/26):ホシガラスさんから、掲示板の方に操作方法の情報がありました。 なんと、マウス左右ボタン同時に押しながらぐりぐりすると、回転できます。これは便利! さらに発見した機能が、図面エディタ(2Dの方)で同様の操作をすると、パン移動になります。 これまた便利。他にもなにかあるのかな〜。 |
|
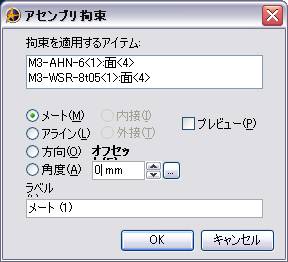
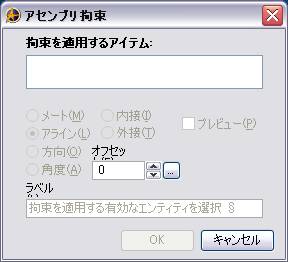
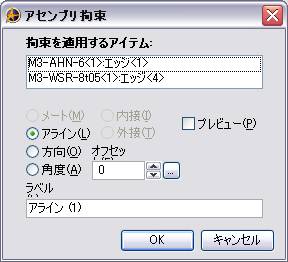
このとき、「アセンブリ拘束」のダイアログは、「メート」を選択し、オフセットを「0mm」にします。 結果として、こんな感じになります。 |
|
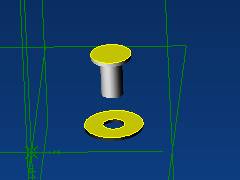
最後に、「OK」を押すと、見事、くっつきました。前回、紹介したやり方よりも、この方がわかりやすくていいですね。
「くっついているんだから、オフセットは0に決まってるだろ〜」ってのがバッチリです。
でも、「メート」ってなんだろう?あ〜、聞かないで〜。 追記(2005/12/19):「クラスメートのメートでは?」とのことです。「仲良しメート」と覚えることにします。 |
PRX-1510
オリジナルマインドさんの「PRX-1510」と、ようやくごた〜いめ〜ん!昨日、届いていたとの事。はやっ!
ぼちぼちっと組み立てています。6芯のケーブルとか考えていませんでしたので、明日、探してこようと思います。
手元に10芯のがあったんですが、ステッピングモータから出ている電線の太さをみると、0.3とか0.4SQぐらいが良さそうです。
特筆すべきは(明日、写真、アップしますけど…)、なんと、スライド機構のネジが、
台形ネジ!
なのです。これは加工精度が期待できそうです。
オリジナルマインドさんからのメール♪ |
いよいよだ〜
オリジナルマインドさんから、「PRX-1510」の発送メールが!おお〜、いよいよです。今シーズンは、これで遊びまくるぞ〜。
でも、残念なのが、今、日本じゃない…。早く帰国しよう。
ルール→レギュレーション
ちょっと前の話ですが、ROBO-ONEの新レギュレーションが発表されましたね〜(今回から、
「ルール」から「レギュレーション」に変わっています)。ようやく全体に目を通しました。
- J-Classは7050足裏
足裏サイズが大きくなりました。このあたり、前回よりさらに初心者向けになったのかな〜と思います(前回は6040)。 - 独自性
ROBO-ONE本戦レギュレーションから、第8回にあった「市販のロボットで出場する場合は個々のロボットの独自性を書類にてアピールしてください」 という文章が削除されています。何か動きがあるのかな? - 開始直後の制約解除?
「2歩、歩いてから」というのが見当たりません。最近は、歩行速度があがっているので、無くなったのかも。 でも、接近した状態で起き上がって後ろ向きだったら、悲惨かも。このあたり、レフリーからの「はじめ」のタイミングに期待。 - 「タイム」の定義
少し細かくなったようです。ダウン時にタイムを取れないということは、必ず起き上がる、 または起き上がり動作でリングアウトしてから「タイム」ということになりそう。 - 「捨て身技」
定義ができました。使用方法に微妙な制限あり。審判、大変そうです。コールするとアピール度がアップするようです。 コールって何だろう?技の名前を叫べばいいのかな? あとは…なんとなく、「捨て身技」中の相手に対して、攻撃をしてもいいように読めるんですが、実際のところ、どうなんでしょう? 捨て身攻撃後の起き上がり動作中に攻撃してもいいのかな?
ますますレフリーさん、大変そう…。大技かける時のコールも含めて、なるべくスムーズに試合が進むように、 こっちもなるべく明解な技にするようにした方がいいかな。引っ掛け技とか投げ技の時もコールするとか。 そうそう、以前、いくつかの改善案をROBO-ONE委員会に検討をお願いしたのですが、同じ、または近いものを2つも発見! いや〜、お願いして良かったです。みんなで良くしていこうのココロですね!
出場の方は…仕事の山がまだまだ続くので、新型機案は絶望的…。でも、ARUMO-SiRの改良と、G-Tuneのメンテ性アップはやりたいな〜。 準備時間は十分とは言えませんが、出場はなんとかなりそうです。 J-Classの方も出たいですが…どうなのかな〜。入賞経験チームが再エントリするのは賛否両論いろいろあると思いますので、 意向を委員会に聞いてみることにしよっかな。
Alibre Design Xpress Plusでサーボホーンを拘束 |
やっとネジが挿入できました
「拘束」ってご存知ですか?3D-CADを使った事がある方ならば、すぐにわかると思うのですが、
CAD上で、部品どおしを固定することを「拘束」というようです。例えば、サーボにサーボホーンを固定する等。
最初、さっぱりわからなかったので、どうしようかと思っていたんですが(チュートリアル読めよ〜って言われそうですが)、
りおーじあさんのとこ(2005/12/6 Alibre Design Xpressの情報交換について)で、
やり方について書いておられましたので、それを参考にしてあれこれしていたらできました。
とはいってもいきなりできたわけではなく、「部品がひっくり返ってめり込む」とか「全然、意図した場所に行かない」など、 夜中やっていると思わず笑えてしまう状況に陥り続けて、ようやく、無事、挿入することができました。というわけで、手順メモ。
|
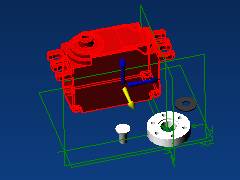
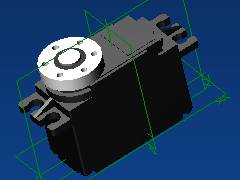
まずは新規アセンブリで編集画面を開き、関連するパーツをどどどっと挿入してしまいます。ここでは、
サーボ本体、ホーン、ネジ(ネジは手抜きでΦ3のただの円筒)、ワッシャを読み込ませました。
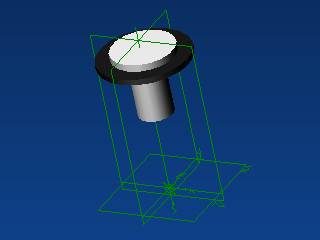
が、しかし、画面は左のようになっています。「パーツはどこへ行ったんだ〜」と思ってよく見たら、
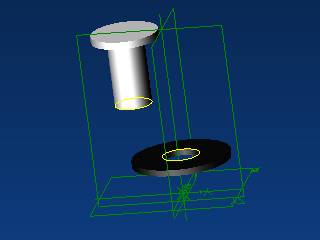
なんと「サーボホーンがサーボにめり込んでいる」ようです。ほら、PRS-3401のお腹のあたりをよく見ると、
白いものが見えます。どうやらこれがサーボホーンです。 こういうシーンを見ると(確かINVENTORもそうです)、3D-CADって、パーツがめり込むものなの〜? それをチェックしてくれるのが3D-CADじゃないの〜!?とか思ったりするんですが、ちがうんでしょうか? 個人的には、ここで「ぼよよーん」と、はじき出して欲しいのですが、それは素人の誤解なのかなー。 「ツール」−「干渉をチェック」で、部品間の干渉をチェックできます。でもさー、でもさー… |
|
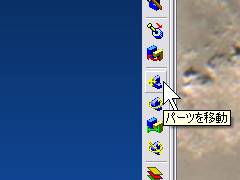
このままじゃ、何も選択できないので、まずは「パーツを移動」を選択します。 |
|
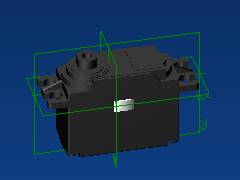
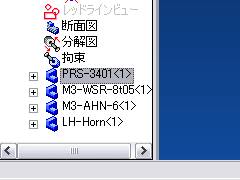
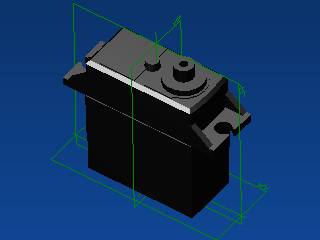
「デザインエクスプローラ」には読み込んだパーツのリストがありますので、これでそれぞれのパーツを選択し、 1つずつ引き離します。 |
|
左の画面では、サーボ本体が選択されています。こんな感じで、1つずつ選択できますので、後のことを考えて、 ゆったりめのレイアウトに移動します。 |
|
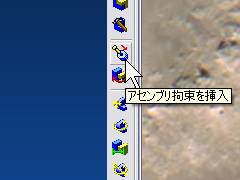
それではいよいよ、「拘束」です。まずは「アセンブリ拘束を挿入」を選びます。 |
|
こんなダイアログが表示されます。まずはネジとワッシャをひっつけてみます。 |
|
まずは、ねじの下の方のエッジを選択します(たぶん、この向きならば、どのエッジでもいいと思うんですけど)。 |
|
次に、ワッシャの方のエッジを選択します。 |
|
「アセンブリ拘束」のダイアログボックスは、こんな感じで、拘束対象がリストされています。 |
|
で、「OK」を押すと、このように、一直線上にパーツが並びます。 |
|
いよいよ部品をひっつけるぞ〜というわけで、こんなふうに面を選んで見たのですが、
この後、「OK」を押したらエラーになってしまいました。どうしてでしょう?理由はよくわかりませんが、
ここでめげてはいけません。 ちなみに、これより最初は、「接合する面と面」を選択したのですが、そしたら、部品がひっくり返ってめりこんでしまいました。 どうやら、拘束は、「合わせる面と面」ではなく、「平行になる面」で拘束するといいようです。 |
|
「表がダメなら裏だ〜」ということで、ひっくり返して裏側を指定します。画面では「エッジ」っぽく表示されていますが、 実は、「面」で選択されています。(このあたり、理屈がよくわかっていません) |
|
「オフセット」(表示が切れてますけど)を調整します。先のワッシャの厚みは「0.5mm」なので、 「-0.5mm」を設定して「OK」を押します。オフセットは、後で編集することもできます。 最初の位置関係で、プラス側かマイナス側かが決まるようで、よくわかりませんが、 このダイアログを開いたときの位置関係とダイアログに表示されている値で想像してください。 うまく行かない場合ですが、もし、ここまでの操作で、エラーのでる拘束操作が無かったかチェックしてみてください。 エラーが出た場合、ゴミの中途半端な拘束が残るようです。これのせいでうまくいかないことがあるようです。 ゴミはデザインエクスプローラで削除してしまいましょう。 |

|
はい、無事、しっかりとはまりました。 |
|
こんな操作を繰り返して、ようやくサーボ組み上げ完了です。「パーツの回転」でサーボホーンが回るので、
面白いです。やり方、これであってるかな〜。
ちなみに、このサーボホーンは、CNCが来たら作ってみようかな〜と思っているサーボホーンです。 うまくいくといいな〜。 ここまで描いておいてなんですが、設計するならば、ホーン、ワッシャー、ネジを分けてパーツにしなくても、 まとめて1パーツにしておいても十分な気がします。実際、ネジを設計するわけではありませんし。 きっと、PCのパワーも食わないに違いないです。後は組み合わせた状態の図を簡単に書く方法かな。 |
と、まあ、なんとなく使えるようになって来たのですが、ここでハタと気づきました。「なぜオイラは3D-CADと戯れているのだろう? それはね、外装カバーのような丸みのあるG-Godeを、どうやったら作れるか?ということを調べたかったんだよ。」 う〜む。3D-CADっておもしろいので、ついついはまりこんでしまいました。せっかくなので、 このまま設計のお手伝いツールとして使い続けてみようと思います。でも、なんとなく3D-CADって、 CAD上で部品をこねくり回すって感じじゃないんですよね。そのへん、SakraCad等の2D-CADの方が気軽でいいかな〜と思ってしまいますが、 しばらく使ってみることにします。
ロボプロ・アスリート
スプリント3000第15位、スプリント5000第15位、ということで、なんと決勝に残れたわけですが、
残念なことにアスリート直前まで出張が入ってまして辞退することにしました(一応、辞退予定連絡は先週の時点で連絡済)。
なんだかまとまった時間が無いな〜。不完全燃焼気味。そのうちバックドラフトしちゃうぞ〜(ふ、古い。でも的確な表現)。
Alibre Design Xpress Plusでさらにお絵かき |
MICRO-MG描いてみました。
先日描いたPRS-3401にネジを挿そうとして拘束で悩んでいるのですが、うまくいかないので、気分転換にMICRO-MGを描きました。
今度はねじのところを忘れました…まあいっか。
2005/12/11追記:ネジ、入りました。なんとなく、拘束のコツがわかってきました。
Alibre Design Xpress Plusで2D図面作成 |
ONOさんのところで、SANWA ProBoのサンプルを
使ってみてくださったとのお話が!褒めてくださってありがとうございます。お役に立つのであれば、そのまま組み込んでしまってください。
時々、「サンプル、役に立ちましたよ〜」とメールを頂くことがあります。そういうときは、すごくうれしいです。
また、新アイテムを試したらアップしていこうと思っています。ぼちぼちっとPSoCの役立ちネタとかもアップしたいです。
この気の多さも弱さの原因…
2D図面で寸法線
というわけで、なんとか(実は1日1時間で2日かかった)PRS-3401の3Dデータ化が終わったわけですが、
やはり、2Dの図面が欲しいな〜と。Alibre Desingでは(INVENTORもそうですが)、この3Dのデータから2Dのデータを起こすことができます。
ところが、う〜ん、寸法線が思ったところに入らないという問題にぶつかりました。チュートリアルを見ても、ちょうどいい例がありません。
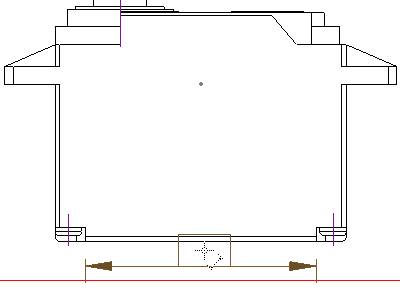
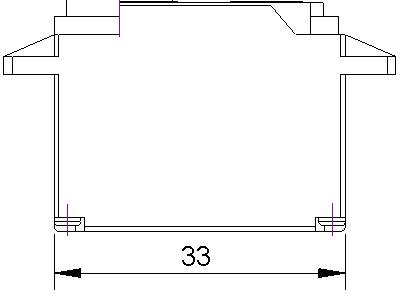
何が問題かというとで、サーボのかどっこ(と書いたら、「ロボットのかどっこ」を思い出しました。 あ〜、前から言いたかった事を思い出しました。でっかいプリンを作るときに、固まってないプリンの下にシロップを落とすには、 箸などに伝わせて落とすとうまくいきます。すごく古いネタですいません。確か、ここで見たような気が…)、 削ってあったり丸めてあったりするんですけど、その直線部分しか寸法が取れ無いんです。 それで、ごちゃごちゃいじっていたら、ようやくやり方がわかりましたので、発表!に至るわけです。 最近、こういうネタが多い?いや〜、だって、出張しててもできますから…。ホントはマシーンいじりたいです。
 クリックで拡大します。 |
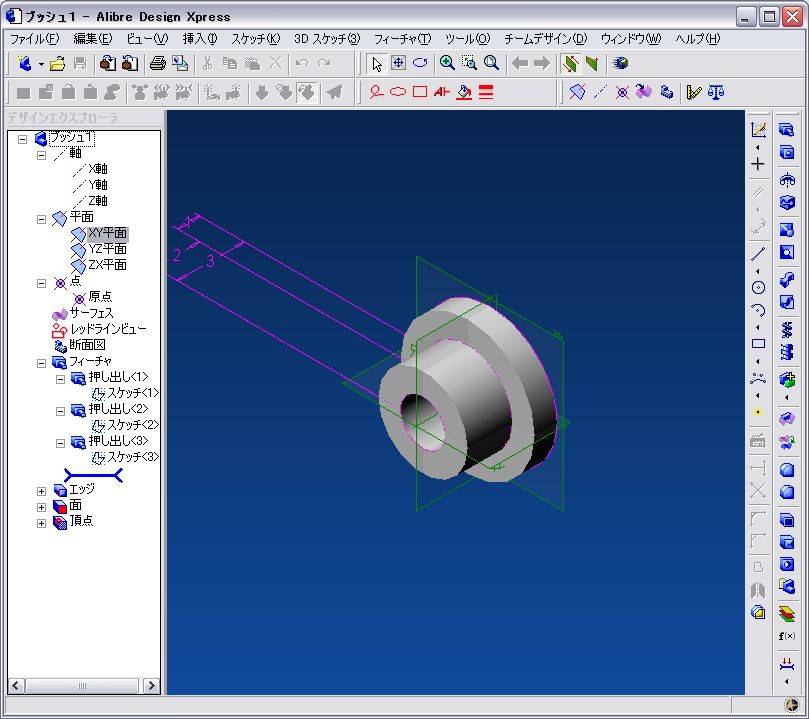
「新規図面」で図面を起こすと、こういうのができます。これは、パーツデータから向きなどを指定する事で、 簡単に作る事ができます。なんか、これだけでリッチな気分です。 |
 クリックで拡大します。 |
さてさて、寸法線をいれてみよ〜っと、と思って線を選択すると、「へこみ」分を除いた直線部分しか指定できません。 入れたい寸法は、サーボケースの幅なんですが、どうしよう〜と、悩む事30分。ごちゃごちゃ触っているうちに見つけました。 |
 クリックで拡大します。 |
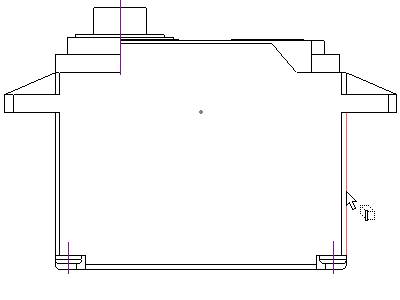
まずは右の端っこの線を指定します。線が赤くなるのがわかると思います。 |
 クリックで拡大します。 |
クリックすると、寸法線が表示されます。これではさっきと同じです。…が、ここからが違います。 |
 クリックで拡大します。 |
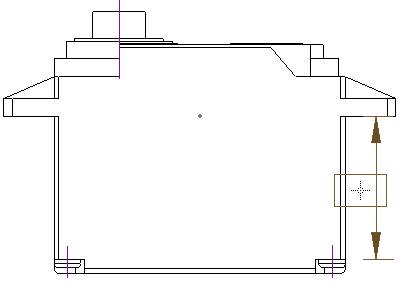
同じ状況にひるまずに、ここから(このままの状態で)、負けずに反対側の端っこの線を指定します。 |
 クリックで拡大します。 |
おっ!急に矢印の向きが変わりました。いい感じです。 |
 クリックで拡大します。 |
やった〜、成功です。いや、これだけのことなんですけどね、でも、結構、悩んだんですよー。 |
Alibre Design Xpress Plusでお絵かき |
PRS-3401描いてみました。
というわけで、りおーじあさんが、サーボのモデリングをされているのをみて、
自分もやってみたくなってしまいました。いや〜、ロボット開発というのは、さすが総合技術、プログラミングから3D-CADまで要素もりたくさん…(T_T)。
しかし、これは本当に"Plus"なんかいな?一ヵ月後にわかる…。
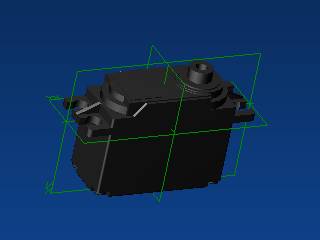
ここまで描く必要はないと思いつつも、トップ面の複雑な形状も表現してみました。
こうやってきれいに表示されると、美しく見える角度を一生懸命探してしまう自分がおもしろい。
後で設計が進んだとき、PCのパワーの問題で、だいたい後悔する…。
お尻のネジ頭ぐらいは、と思い、ついつい描きこんでしまいました。
ちょっと寸法違うかな…。ま、いっか。
描きながら、「きっとこういうところはミラーで作ると楽なんだろうなあ」とか、「よくわからないけど、描きこめた」など、 いろいろ疑問点はありましたが、なんとか描ききりました。時間ですか?いや〜、りおーじあさんみたいには行かないですけど、 それでも2時間ぐらいでなんとかです(寸法は2D-CADで起こしたのがありましたし)。 だいぶ慣れてきたので、次はもっと早く描けると思います。でも、寸法、手順に不安あり…
これで3D活用事例コンテストは、 おいらのもんだぜ!な〜んて。そういえば、りおーじあさんのホームページにて、「Alibre Design Express および Alibre Design Express Plusのライセンスですが、1年で切れるわけではなく継続して使えるそうです。」とのこと。 う、ひょっとして、SISOのために聞いてくださったんですか?(ないない)ありがとうございます〜。これで安心して使えますね!
近況…
相変わらず仕事が落ち着かず、帰ってご飯食べてお風呂はいると…0時は軽く回ってて、う〜ん。
出張の方もビシバシ入ってきますし。そんなわけで、疲れ気味です。
ロボプロアスリートの方も、既に出張予定が直前まで入っているので、
仮にこのまま決勝進出したとしても(崖っぷちですけど)辞退しないといけないかな〜って感じです。
あんまり無理すると、家族が心配するし…ですね。
やれやれ。早く山を越さないかな〜。それにしても長い山だな〜。
最近の頭の中 |
うだうだメモ
- 祝!まじんがあ、GP優勝
光子力研九所のみなさん、おめでとうございます。なんか光子力研九所のBBSに書き込めなかったので、こっちで失礼します。 強豪の中での優勝、すばらしいです。 - 超小型Bluetooth Unit
JinSatoさんが持っていた超小型Bluetooth Unit。いつ発売だろう?いくらぐらいだろう? 操作性をもっとよくしたいので、いつかはオリジナルコントローラにしたい。 アルバートさんのコントローラは、すごいかっこい〜! - PS2用のワイヤレスコントローラ。ようやくSEGA Surf wave発売。うむ、かっちょいい&受信機小さそう。 でも当然使用実績無しだし、うちのロボットには受信機やっぱり大きめ。ロジクールの方が安全パイかな?
- Best Technology AX-12
手が届きそうで技術的興味も駆り立てられてしょうがないのが、AX-12。う〜ん、いいなぁ。 \4,500でスピードは遅いけどトルクはしっかりでてます。角度フィードバックとかやってみた〜い。 2〜3個、買ってみようかな〜。でも、まだ消耗品とか、コネクタのみの購入やケーブルの単品売り状況などがわからない。 たくさん買うならBioloidの方がお買い得感あるかな。\4,500x19にPC通信ケーブル+接続ケーブルを買うと\93,700。 Bioloidは\95,000でいろいろ付き(たぶん、AX-12の設定は、付属のコントローラを使用しないといけないけど)。
でも、これで軽量マシーンを作っても、ロボファイト2のSRCには出れないな〜。ROBO-ONE系はOK。 これで1.5kgマシーンを作ってみたい。う〜ん、う〜ん。 もう少し懐に余力ができたら、研究がてら、大会出場目的から離れたマシーンを作ってみるのもいいかな。 - HSR8498HB
ROBONOVAの動きを見ていると、かなりのモノ。しかも、PWMだけじゃなく、ハイテックの、 なんとかプロトコルが実装されているとのと。これは、いわゆるコマンド式のものみたい。 ROBO-ONE、ロボファイト、どちらもOKだし、コマンドを使いこなせれば、いろいろできるかも(仕様、どなたかご存知ですか?)。 近所で週間ROBO-ZAKが発売されたら、大人買いという手も…。 - 次期CPU
次に手を出すCPU。H8/3694もいいけど、そろそろ違うのを試してみたい。 OAKS16-MINIもいいけど基板形状がイマイチ。サイズでいくとベステクのH8/3687FかATmega128か。 ATmega128は外付けSRAMも載っているのでお買い得感あり。どちらも低消費電力でいい感じ。 サイズは、AKI-H8/3694が40x27、ベステクH8/3687Fが40.5x29.5、ATmega128が39x30。 これとPSoCを組み合わせてAX-12のようなコマンド式のサーボと、 従来のPWM式のサーボを両方コントロールできるようにするのもいいかも。 - セルフクリンチングフラッシュナット
樹脂でも使えるかな…。固定強度はアルミより低そうだけど、結構、有効な気がする。というわけで買ってみたんだけど、 まだコタツの横で暖めているだけ。ちなみに、M2は一個30円だった。詳しくは近々アップする予定。 そういえば、週末のハードディスクトラブル時、新しく買ってきたディスクケース内で 「セルフクリンチングフラッシュナット」を発見。ちょっとびっくり。 - 勝てない理由
最近、ずっと思っているのが、G-Tune、ARUMO-SiRはどんどん弱いマシーンになってきてる。 そうなっている理由はわかっているけど…今後、どういう方向で強さを目指して行こうかな〜と悩む。 もちろん、最近の時間的な問題もあるけど、それ以外にもいろいろと改良すべき項目はある。 操作性か、パワーか、重さか、はたまた新しい可能性か!?な〜んて。ロボファイト2前日に、 「どうやったら重いパンチをひっくり返らずに出すか?」という疑問は解決。一部しか修正が間に合わなかったけど、 今後、動作は全部この仕組みで修正する。でも、これ自身が、弱くなっている理由と密接な関係が…。
Alibre Design Xpress Plus |
わーい、今週末はお休みだ〜、のんびりロボット触ろう〜と思ったら、我が家のバックアップ外付けディスクが動作しないことが発覚…。 以前、あちこちに遊びに行った時の写真や動画のデータが!ということで、トッププライオリティで作業開始。 結局、ディスクは生きてたので、ケースから取り出して、別途購入したハードディスクケースに入れたら読み取れるようになり、 妻の機嫌が直ってめでたしめでたし…でした。で、ん?休みが終わってしまったぞ…。
無償配布の3D-CAD
CNCソフト調査の中ででてきた、Alibre Design Xpressですが、
これは、しばらく前から、 3DS(スリー・ディー・エス)さんが、
配布しているフリーの3D-CADソフトです。また、さらに使用できる機能が増えた、
Alibre Design Xpress Plusというのがあります。
これは、3D活用事例コンテストに応募することで
(実際にはユーザ登録するだけだけど)使用できるようになるものです。
どんなものかな〜と思って、とりあえずちょっと使ってみました。
このソフトはJAVAのVMで動作するようですが、思ったより重くないです。日本語のチュートリアルも用意(自分の場合、 別途ダウンロードして入れましたが、普通は、すっと入るもんなんでしょうか)されており、 ちょっと部品を描くだけなら、すぐに使えるようになりました。まだ、アセンブリ(部品の結合)とかよくわからないところが多いですが、 割といい感じです。
INVENTOR8を持っているのに、なんで使い始めてみようと思ったかといいますと、1つは、もっと軽い3D-CADが欲しかったというのと、 あとは、もし、みんなが使い初めたら情報交換の機会も増えるかな〜と。やっぱ、3D-CAD、良くできているとはいえ、操作が複雑ですから。 ROBO-ONE関係では、りおーじあさんが既に使い始められているようです。
WinXPのマシンでは、さくっとインストールできましたが、Libretto L1(Win2k)の方では、最初、図形エディタの編集部分が表示されなくて、 ディスプレイの発色数を16Bitにしたら表示できるようになりました。
ただ、気になるのが、「ライセンス有効期間が1年」と表示されていること…。イマイチ、XpressとXpress Plusのライセンス形態の差がよくわかっていないんですが、 1年後、どうなるんでしょう。う〜ん。 値段の方は18万円ということで、3D-CADとしては安いんですが…個人には高いです。 個人向けに安く販売してくれないかな〜(現状のフォーラムサポート形態で結構ですから)、と切ない希望を持ってみたりする。
2005/12/09追記:継続して使えるそうです。
もし、今、仕事関係で購入している人がほとんどならば、個人向けにサポート無しとかにして3万円ぐらいで販売しても、 個人の新規ユーザが増える分、売り上げは上がって、ユーザーも増えて、販売側にも悪く無い気がするけど…。 いかがでしょうか、3DS様。
さらに引き続き調査中
というわけで、C:olonたんの中の人(技)さんから、
KCamの情報がありましたので、引き続き調査。
といっても、CNCソフトの方は、試しに起動してみるぐらいですけど、やっぱり用語が難しいですね〜。
CNCソフトの方は、実際にCNCと接続できてからの方がいいかもしれないです。
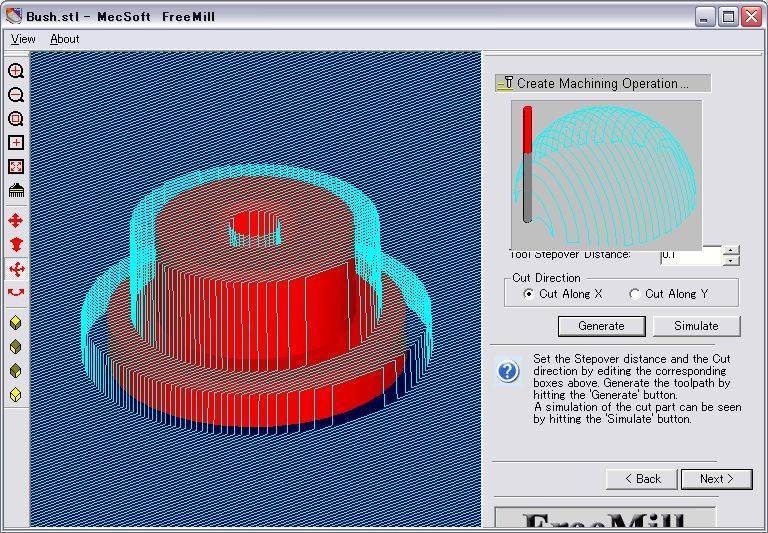
あと、KCamを調べていたら、KCamはFreeMill(2003/5/23バージョン)用のPost Processorファイルが用意されているとのことで、
今度は、FreeMillってなんだ???と。これは、CAMソフトのようで、やっぱり、STL等の3Dなデータをなんかするものみたいです。
せっかくなので、画面イメージなど…。
2005/12/06追記:FreeMillへのリンクが空だったので、ダウンロードサイトとしてVectorへのリンクを追記しました。
ZipponさんからもオススメのあったJMM-TOOLSの方は、 ぼちぼちっといろいろDXFファイルを読ませてG-Codeへ変換、そしてNCVCでツールパス確認なんてことをやっていますが、 板モノには最強って感じです。ポケット加工のツールパスは、以前、井の中の蛙大海を知らずさんが御指摘されていたとおりで、 Z軸が上がらないようです。でも、次に普通の加工が入っていると、ちゃんと上がるという感じです。ちょっと、 ソフト作ったらこういうミスチェックとかできそうなので、当面(修正版が出るまで)、おまけソフトを作って使うのもよさそう。
まだ、DesKAMの使い方(立体モノ、板モノなどのモードがある)がイマイチよくわかっていないのですが、たぶん、 まずは定番?で、SakraCADで図面を書いて、JMM-TOOLSでツールパス生成、最後は、Mach2かKCamでということになりそうです。 あれ?KCamって「CAM」なのかな。いやいや、メニューをいじくっていたら、エンドミルの座標とかが出てくる、CNCソフトによくある画面が出てきました。
というわけで、今日のNOTE。
- Alibre Design Xpress
- 3D-CADで、Alibre Design Xpressにて配布されている。 フリー版のAlibre Design Xpressというのがあり、さらに使える機能を広げた、"Plus" Versionがある。使用期限はなんとなく1年っぽい。 その先、どうなるかは記載無し。
- 日本語チュートリアルが用意されていることもあり、わりとちょいちょいっと描けるようにはなる。
- 拘束とかは、まだよくわからず。「シャフトにカラーを通す」というのをやってみたけど、未だにシャフトの端にカラーを移動できない…。
- いかにも3Dな絵(チュートリアルで言うと、バイクのカウルとか)も描ける。
- CNC制御ボードにG-Codeを出力するソフト。
- おまけ?でDXFからG-Codeを作ったりする機能もある。Mach2もそうだけど、CNC制御以外の機能がついているのはトレンドなんだろうか?
- 試用中は500行まで出力可能(と思われる…自信無し)値段は95US$で、PayPalで支払い可能。
- FreeMill用のPost Processorファイルと、DeskProto用のPost ProcessorファイルがFAQからダウンロードできる。
- 2人の娘さんがいらっしゃるようで。
CNC…ソフト関係調査 |
全体はなんとなくわかってきたような。
「CNCを買うぞ!」と決めたところまでは勢いでいいのですが、さてさて、実際にどのようなことをすればCNCは動くんだろう?
というわけで、試しにダウンロードしてインストールしたりして、いろいろ調べ始めました。
う〜ん、言語の問題もありますが、そもそも用語そのものがよくわからなかったりで、???です。
そうだ、きっとオリジナルマインドさんが、使い方ポイントとかのドキュメントをつけてくれているかもしれない。
とはいえ、用語がわかなかったらドキュメントの読みようも無いので、お勉強、お勉強♪
「待ち遠しいな〜」と思いながらオリジナルマインドさんのホームページを見ていたら、「加工可能な材料」のところでおもしろいことに気づきました。 (最近は、人様のホームページを眺めるぐらいしか時間が無いというのもあるんですが)。
| BLACK1510(1520) | アルミ、樹脂、木材などのやわらかい材料 |
| PRX 1510 | 鉄、アルミ、樹脂、木材 |
| COBRA 2520 | アルミ、樹脂、木材 |
「鉄」ですよ、「鉄」。削るのに時間がかかるとか、発熱がすごそう(水溶性の切削油をかけたら「じゅ!」とか言ったりして…)とか、 いろいろあるとは思うのですが、それはすごいな〜(時間を掛けたら、工具も作れるってこと?)。 でも、あんまり無理させてもいけないので、まずはまったりと行くことにしよう。
というわけで、今日のNOTE(久々。NOTEも長くなってきたので、そろそろレイアウトしなおした方がいいかな)
CNC
- CNCで加工するとはなんぞや?
- CADソフトで設計
- CAMでG-Codeを生成
- CNCソフトで加工
- CADソフトで設計
- Alibre Design Xpress
3D-CADで、Alibre Design Xpressにて配布されている。 フリー版のAlibre Design Xpressというのがあり、さらに使える機能を広げた、"Plus" Versionがある。使用期限はなんとなく1年っぽい。 その先、どうなるかは記載無し。 - JMM-TOOLS
- 板物切り出しに特化して使いやすくしたCAMソフト。購入は、オリジナルマインドさんの ところで可能。試用時は、500行まで。 試用時非営利目的ユーザならば、\10,290で購入可能。
- DXFファイルを読み込ませると、ツールパスを自動的に作ってくれ、ツールオフセットを考慮したG-Codeを生成してくれる。
- ポケット加工を複数行うときに、エンドミルを持ち上げないという不具合あり。G-Codeのファイルはテキストなので、 エンドミルを上げる処理を追加して使うことはできる。また、ポケット加工とポケット加工の間に、普通の加工が入るような順番だと大丈夫。
- DesKAM
- いわゆるCAMソフトで、STLファイル(三次元情報をテキストで表記した形式)からG-Codeを起こすことができる。
- Post Processorという機能があり、変換フォーマットを指定できる。G-Codeにも何種類かあるけど、まだよくわらからず。
- Hide-i Homepage !!さんのところで日本語化されてる。
配布されているのは実行ファイル部分だけなので、実は、本家の方についている、POSTS.CFGというファイルが無いと、 G-CODEを出力できる設定にならない…のかな。 - 試用は30日。気になる御代は、$250。PayPal使えるのかな…。試しに使ってみてから考えよう。大丈夫、新旧あわせれば うちにはPCが4台ある…。
- モデリング系には、こういうソフトが必須かな?
- 立体物を削るときのツールパスは、網の目状に削って行く。
- NCVC
- G-Codeを読み込むと、そのルートをグラフィック表示してくれる、すごいソフト。
- 生成されたG-Codeを、まずはこれで確認してからやると、事前に、やばい動きとかを見つけれる。
- 配布元は、NCVCのページさん。
- 軌跡切削(CADの線どおりに切削する)ならば、DXFファイルからG-Codeを生成することができる。
- Mach2
- 実際にCNC制御ボードにG-Codeを出力するソフト。
- おまけ?でDXFからG-Codeを作ったりする機能もある。
- 試用中は1000行まで出力可能。値段は159US$で、PayPalで支払う。
- ネットでMachを探すと、Mach1、Mach2、Mach3と出てくるが、Mach2が現行バージョンで、Mach3は開発中バージョンぽい。
- TurboCNCと違い、次に実行するG-Codeを見て指示を出してくれるようである。TurboCNCは、素直に動くらしい。 (10mm動け、という指令が2つ連続していたら、TurboCNCは、10mm動くを2回、Mach2は、20mm動くらしい)
- インストールすると、「Mach2」、「Mach2Mill」、「Mach2Turn」という、3つのアイコンがデスクトップにできる。 どうやら「Mach2Mill」を動かせばいい模様。
- G-Code生成とか高級なグラフィックはいらないから、安くして〜って感じ。Mach3は、グラフィック表示がもっと強化されている模様。
- 表示画面で文字がボタンからはみ出る。Hide-i Homepage !!さんのところで、 表示レイアウトを修正するファイルが配布されている(Hide-iさんって、すごい方です…)。
- TurboCNC
- DOSで動作する、フリーのCNC制御ソフト。
- シンプルだけど、細かい直線指示に弱いみたい。G-Codeを1ステップずつ解釈するので、こまかな直線指示が連続する場合、 効率がよくないらしい。よって、モデリングには不向きとのこと。
- 逆に言うと、シンプルならば、これでも十分。
- 用語とか
- エンドミル…CNCの回転する刃。
- ツールパス…エンドミルが材料を削ったり、別のポジションに戻るために通るルート。 これの効率が悪いと時間ばっかりかかる。
- ツールオフセット…エンドミルの太さ分。
- その他
- CNCの動きが高速になると、パソコンもそれ相応の性能が必要(どれくらいかはわかんないけど)。PRXは1000mm/min。 こんなにスピード出して、エンドミルとかって折れないんでしょうか…。とりあえず、手持ちのパソコンでやってみて様子見しよう。
- CNC制御ボードとソフトの間って、どんなデータが走っているんだろう?